TAG Aluminum ERW Welded Tube Mill
101
Share
Description
Aluminum Spacer Bar Products Spectification
Component
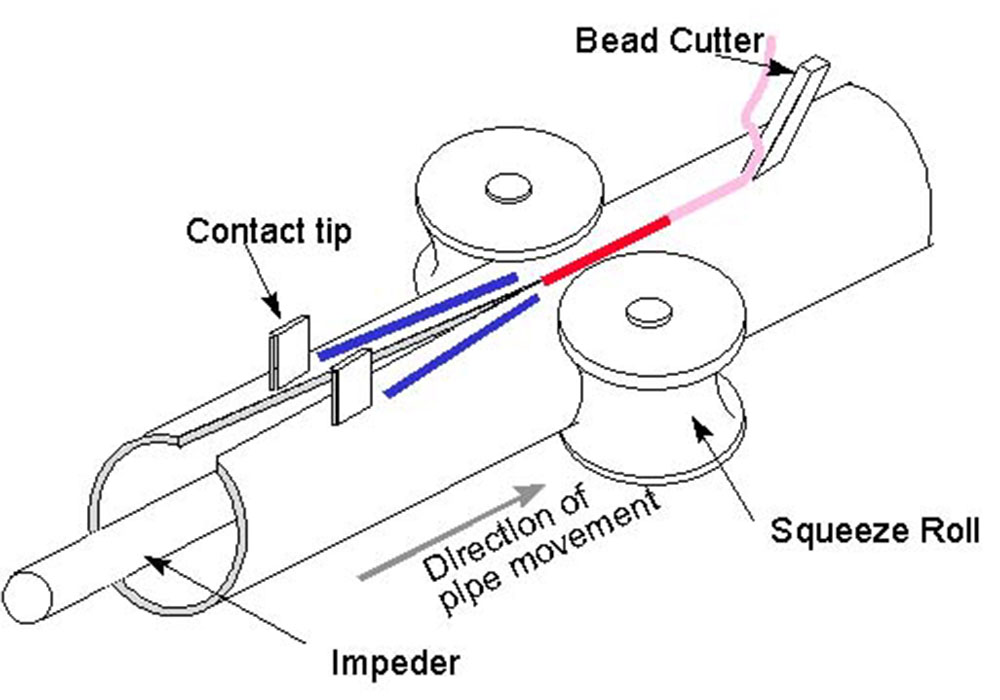
Principle
More than 45 years of professional manufacturing experience, WUXI TBS SCIENCE AND TECHNOLOGY CO., LTD have been one of the leading manufacturer in China,mainly specialize in ERW Tube&Pipe Mill Line, Slitting Line, Cut to length line, etc.
Throughout many decades team efforts for improvement of superior product quality and pursuit of advanced technology, we have widely won high praise from domestic and overseas customer.
We always keep strong faith in “Thinking for what customer think”.
Our mission: “Customized Technical Support,Most Cost-Effective Commerical Solution,High Performace Machine Supply,Reliable Service After-Sales”
Our TAG series Alumnium High Precision Welded Pipe&Tube Line with the latest technology,meet high efficiency output ,easily operated and stable running performance,also the complete tube mill line meet a high level automation.
Featured ERW Welded line for Aluminium Spacer Bar
To meet the demand of aluminum spacer bar market,we also design High Frequency Welded line of Aluminium Spacer Bar for hollow glass that is
based on 3003 aluminium the material .Adopt the technology roller forming and high frequency welding that does not destroy the molecular structure of
raw material ,to ensure the molecular sieve activity,bending and filling without splitting.
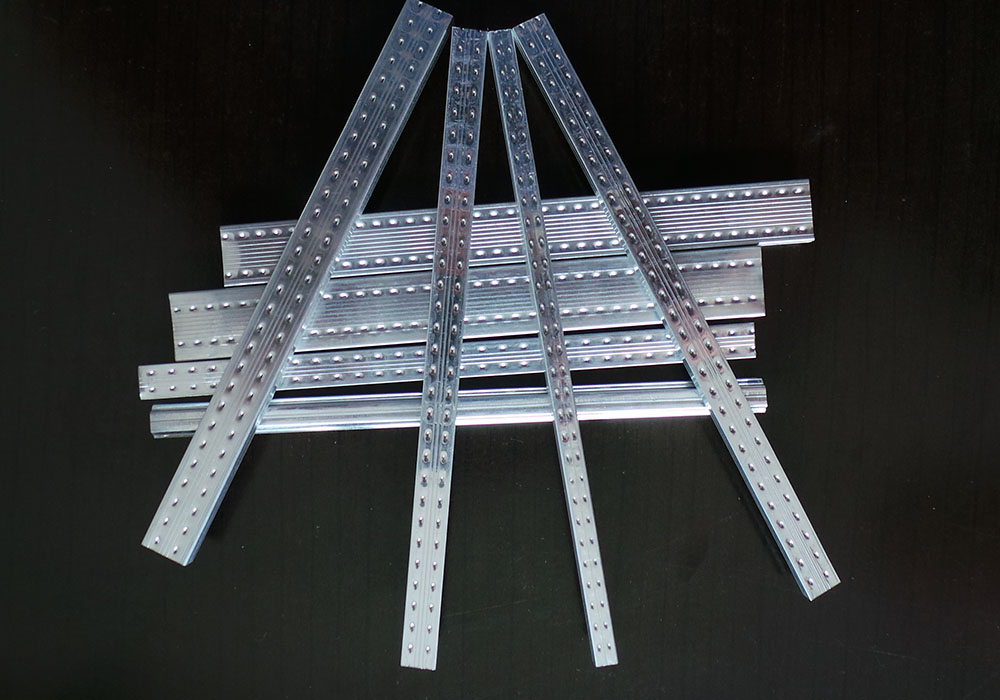
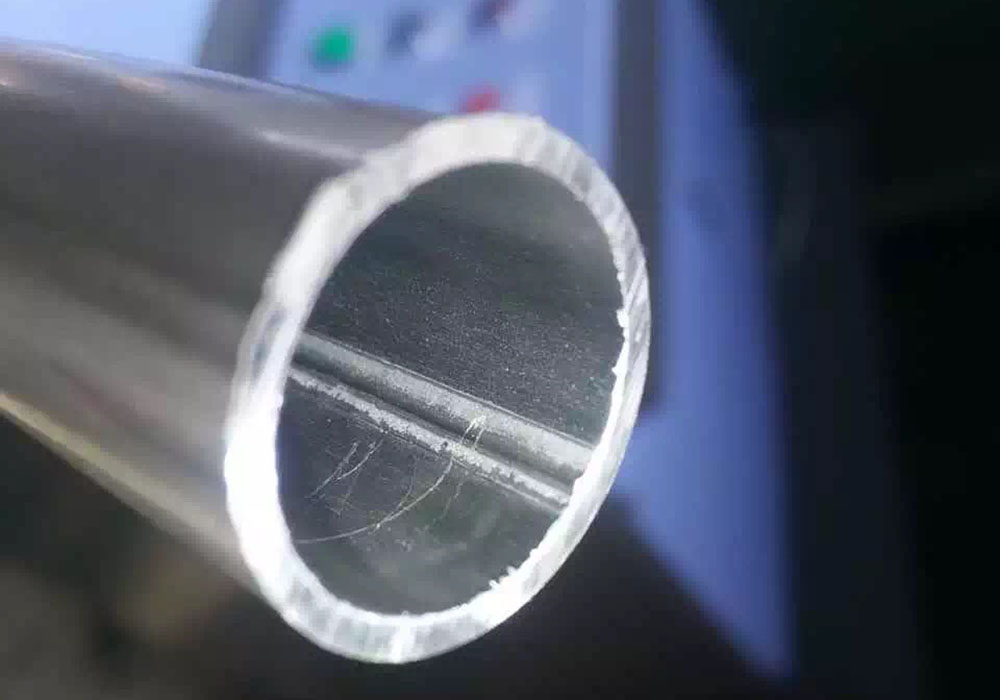
Our High frequency welding aluminum spacer bar production line has reached international standard .The finished alumium spacer bar have bright ,smooth surface with perfect single side and double line hole to ensure activity of desiccant.Strictly control of raw material procument and production of in order to guarantee to make sure the finished products no errors,no deformation and keep size precise.
High Frequency welding for aluminium adopt one right angle connection technology to produce hollow glass without any joint parts,sealing effect is perfect that can avoid no leakage,Prolong the hollow galss working life.
Advantage of ERW Welded line for Aluminium Spacer Bar
Compare with ordinary aluminium bar,the high frequency welding have following advantage
1. Anti-rust,anti-corrosion, brighter surface.
2. The surface hole of aluminium bar is in unformity,,no deformation, good straighteness
3. High strength ,good toughness,the material can be bent continuously into aluminium frame in any angle by bending machine
4. Ensure the activity of molecular sieve and excellent adhension with all kinds of rubber.
Aluminum Spacer Bar Products Spectification
| 1:1 Section | Model | Section Width(mm) | Section Height(mm) |
Thickness (mm) |
Length(m/root) |

|
6A | 5.5 | 6.5 | 0.2-0.35 | If more than 4m,we can sizing |
|
|
8A | 7.5 | 6.5 | 0.2-0.35 | |
|
|
9A | 8.5 | 6.5 | 0.23-0.35 | |
|
|
10A | 11.5 | 6.5 | 0.25-0.35 | |
|
|
12A | 11.5 | 6.5 | 0.25-0.35 | |
|
|
15A | 14.5 | 6.5 | 0.27-0.35 | |
|
|
6.0 | 6.0 | 6.5 | 0.2-0.35 | |
|
|
8.0 | 8.0 | 6.5 | 0.2-0.35 | |
|
|
10.0 | 10.0 | 6.5 | 0.23-0.35 | |
|
|
11.0 | 11.0 | 6.5 | 0.25-0.35 |
Finished Products





|
Product (steel tube) Process Flow: |
|
|
Raw material (steel coil) → uncoiling → shearing and end welding → material accumulating → non-power leveling → mill-forming → high-frequency welding → removing burrs outside of weld seam → cooling → sizing → roughly straightening → fixed length cutting → finishing tube |
|
 1.Uncoiler
1.Uncoiler 2.Forming
2.Forming  3.HF welding
3.HF welding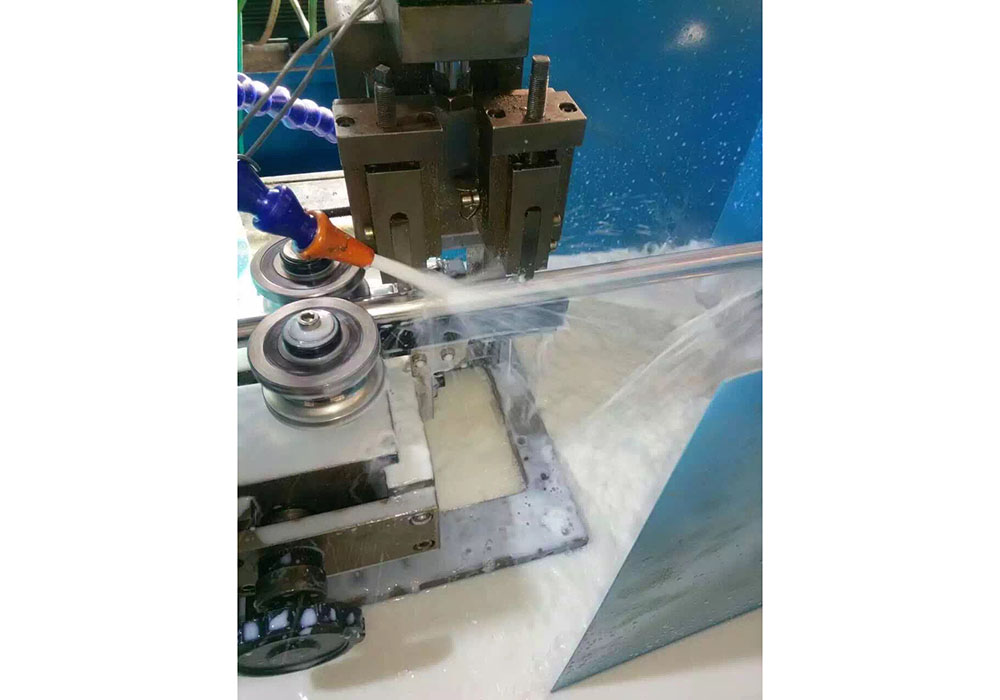 4.Scarfing unit
4.Scarfing unit 5.Cooling
5.Cooling 6.Sizing
6.Sizing  7.Cut off
7.Cut off 8.Tube mill line
8.Tube mill line 9.Press roller
9.Press rollerHigh Frequency Resistance Welding,HFRW
HFRW can generate resistance heat through connecting welding parts by 10-500KHz high frequency current that heat up the outer surface of welding parts to become fusion and plastic state.Meanwhile two side of metal joint can be fused together by HFRW welding that is Solid State Resistance Welding technology.
High Frequency Resistance welding(HFRW) is invented in the earlier year 1950 later it rapidly used for industrial production.Nowadays HFRW is mainly used for mechnical and pipe &tube and profile under high-level-automation field.
The material of welded parts can be steel or non-ferrous metal, tube diameter range from 6-1420mm,wall thickness from 0.15 to 20mm.Normally small dia tube adopt longitudinal welding seam.Large pipe mostly adopt spiral welding seam.
Advantage of HF welding.
High welding speed
As the current can be highly concentrated in the welding area, heating speed is extremely fast, the general high frequency welding speed up to 150-200m/min.
Small heat affected area
Because of the high welding speed and the self-cooling effect of the weldment, the heat affected area of the high frequency welding is small and hardly oxidized, so that the welding seam get good structure and performance.
No need clean before welding
As high-frequency current has very high voltage,it can breakover the weld surface oxide film, also through the flash process, extrusion,it can effectively remove the oxide of connector and other impurities. Inert gas is only used for protect metal welding such as titanium,etc which has very fast reaction with oxygen and nitrogen, only need to use inert gas for protection
Products
TOP
 Mobile phone quick desktop
Mobile phone quick desktop
 Supplier portal
Supplier portal Website:www.x-cloud.com/supplier
© 1999-2015 x-cloud.com. All rights reserved. 沪ICP备12049434号-2